1-1 시스템 목적
양사간 협의된 규격의 STRIP(LEAD FRAME or PCB)을자재 공급 장치를 이용하여 DETACH MAIN MODULE 로 이송함.
STRIP 이송후 DETACH MAIN MODULE로 STRIP에 붙어 있는 테이프 등의 접착 물질을 사용자의 의도에 부합하도록 제거함
DETACH 수행후 STRIP 표면 검사를 실시하여 테이프에서 파생 된 잔여물 발견 시시스템 알람 기능이 활성화 되여 작업자에게 이를 통보함.
또는 시스템 효율성 향상을 위하여 부적합 판정의 STRIP은 알람 없이 별도의 불량MAGAZINE으로 적재함
STRIP DETACH 불량시 사용자의 선택 사항
1) STRIP 부적합 판정 → 시스템 알람 기능 활성화 → 시스템 자동 멈춤 → 작업자 STRIP 확인 후 시스템 재가동
2) STRIP 부적합 판정 → 불량 STRIP MAGAZINE으로 자동 적재 → 시스템 멈춤 없이 자동으로 다음 공정 수행
* 표면 검사 적합 STRIP은 정상 STRIP MAGAZINE으로 자동 적재 MAGAZINE 만재 시 알람 기능이 활성화 되여 작업자에게 이를 통보함.
1-2 사용 자재 및 규격STRIP
고객사공급 자재 규격
STRIP Type
Sample 및 도면
특이 사항
고객사 규격
Sample Strip 도면 제공 System Test시 Strip 제공
2TYPE STRIP SIZE 적용
DETACHFILM
고객사공급 자재 규격
Tape Type
Sample 및 도면
특이 사항
반도체 표준 Tape 규격
Sample 제공
2TYPE FILM SIZE
* FILM의 한계 장력 이상의 접착력을 가지는 재질이 사용된 경우 (작업자에 의한 수작업시 강한 접착력으로 필름의 찢어짐 현상이 불가피하게발생하여 작업 불가한 상황) 양사 협의를 통한 원자재등의 변경 논의가 필요할 수 있습니다.
1-3 사용 자재 공급 방식
1차Input Magazine 에서 Non-Contact 방식의 Loader를 이용하여, Detach Main Module로 Strip 이송, Detach 완료후2차 Non-Contact 방식에 의한 Loader에 의하여 Strip을 Output Magazine으로 적재
2가지 Strip Size를 System Conversion 없이 사용 가능하게 함
* Non-Contact Loader (Strip Pick-up Tool)
자사에서 자체적으로 보유하고 있는 기술로 Strip의 접촉 없이 Strip을 이송하는 기술. Vacuum 사용시 Pad의 흔적 또는 Grip 방식의 Finger에 의한 자재 Damage를 원천적으로 방지 하는 기술 (Strip Loading시 Auto Strip Cleaning 효과.)
1-4 시스템 제어 방식
시스템 프로그램
프로그램 방식
User Interface 구성
특이사항
PLC
고객사요청에 따름
Switch & Touch Panel조합
시스템 Main 구동부
구동 방식
제작사
특이 사항
Servo Motor
Mitsubishi / Panasonic + Astro Robot
고객사 Special Order가능
시스템 Sub 구동부
구동 방식
제작사
특이 사항
Air Actuator
TPC / SMC
고객사Special Order가능
2. 시스템 세부 사항
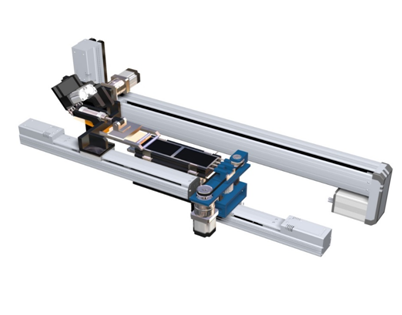
2-1 시스템 외형 (별도 제공의 3D Concept Video 참고)
2-2 자재 검사 방식
Strip 외관
검사 부위
검사 방식
검사 방식
Detach 된 Strip 면
Image Sensor
고객사협의에 따름
Strip Loading방향 검사는 Strip Pin Hole 위치 검사 방식으로 고객사의요청 시 System에 적용함
2-3 구간별 자재 이송 방식
정상 자재 : Input Magazine → Detach Main Module → Strip 외관 검사(정상) → Output Magazine
불량 발생 자재 : Input Magazine → Detach Main Module → Strip 외관 검사(불량) → 불량 자재 Magazine
2-4 시간당 생산량 (UPH)
Units Per Hour(UPH)
1Hour
1Day
120 Strip(s)
1 Shift (8Hour)
960 Strip(s)
2 Shift (16Hour)
1,920 Strip(s)
3 Shift (24Hour)
2,880 Strip(s)
Maximum Speed
Units Per Hour(UPH)
1Hour
1Day
80 Unit
1 Shift (8Hour)
640 Strip(s)
2 Shift (16Hour)
1,280 Strip(s)
3 Shift (24Hour)
1,920 Strip(s)
Minimum Speed
3. 공통 적용
3-1 시스템 공통 사항
시스템 공통 사항
시스템
내용
특이 사항
Strip 공급 방향
우방향에서 좌방향으로
고객사협의에 따름
Detach 방향
우방향에서 좌방향으로
고객사협의에 따름
Strip 표면 검사
우방향에서 좌방향으로
고객사협의에 따름
Touch Panel 위치
우방향에서 좌방향으로
고객사협의에 따름
Emergency Switch
시스템 정면/후면/우측면
고객사협의에 따름
3-2 시스템 SET-UP
SET-UP
사용 전원
전원 공급 수량
특이 사항
단상 100V 50/60Hz
Main 1Line
측정기 필요시전원 별도
SET-UP
공급 Air
공급 Air 수량
특이 사항
6Bar / 6Kgf/㎠
Main 1Line
압력 미달시 시스템 다운
공급 Air 미달시 생산 제품의 안전을 위하여 시스템이 일시적 멈출 수 있습니다
3-3 보증 수리 (A/S)
항목
내용
시스템 파트
12개월
Servo Motor & AMP& Robot
제품 보증 기간에 준하여 신규 교체
PLC & Touch Panel
제품 보증 기간에 준하여 신규 교체
공압 기기
제품 보증 기간에 준하여 신규 교체
Sensor
제품 보증 기간에 준하여 신규 교체
3-4 보증 수리 (A/S)
3개월 이상 정상적 시스템 사용 후 프로그램의 변경 및 추가 사항이 발생시고객사와의 협의에 따라서 진행됩니다.
공압 파트/전기 파트의 임의 분해로 인한 고장 발생시 보증 수리에서 예외 될 수있으며, 본 사항 발생시고객사와의 협의에 따라 진행 됩니다.
비정상적인 외부 충격이나, 동작 부위의 간섭을 유발하는 외부 물질 등에 의한 파트 파손시에는고객사와의 협의에 따라 진행됩니다.
(정상적인 상태에서 장비의 오작동에 의한 파트 파손 시 보증 수리를 받을 수 있습니다)
3-5 시스템 인계 절차
시스템 제작 완료 후고객사담당자의 Module 개별 동작 확인, 연계 동작확인, Auto Mode동작 확인 후 수정사항 발생시 수정 사항 개선하여고객사 입고함.
(시스템 검수는 자사 Equipment Center에서 진행함)
고객사시스템 입고 후 기본Set-up 진행, 실제 사용 자재로 각 Module Fine-tuning 진행함.
시스템 기본 Set-up 및 Fine-Tuning완료 후 작업자에게 기본 운영 교육 후 인계 절차 완료함.
ELEVEN ELECTRON
일레븐전자
사업자등록번호 : 135-86-06809 / 경기도 수원시 영통구 신원로 304 이노플렉스 3동 401호 Tel: 031-8019-8999 / Fax: 031-8019-8997
Eleven Electron Japan Office : 4-25-7, Miyamachi, Yamagata Shi, Yamagata Ken, 990-0057, Japan
E.mail: sjjung@11electron.com / COPYRIGHTⓒ ELEVEN ELECTRON ALL RIGHTS RESERVED.